Care and Maintenance
Please read the below carefully. We want your Technicoat product to last.
How to care for your Technicoat products
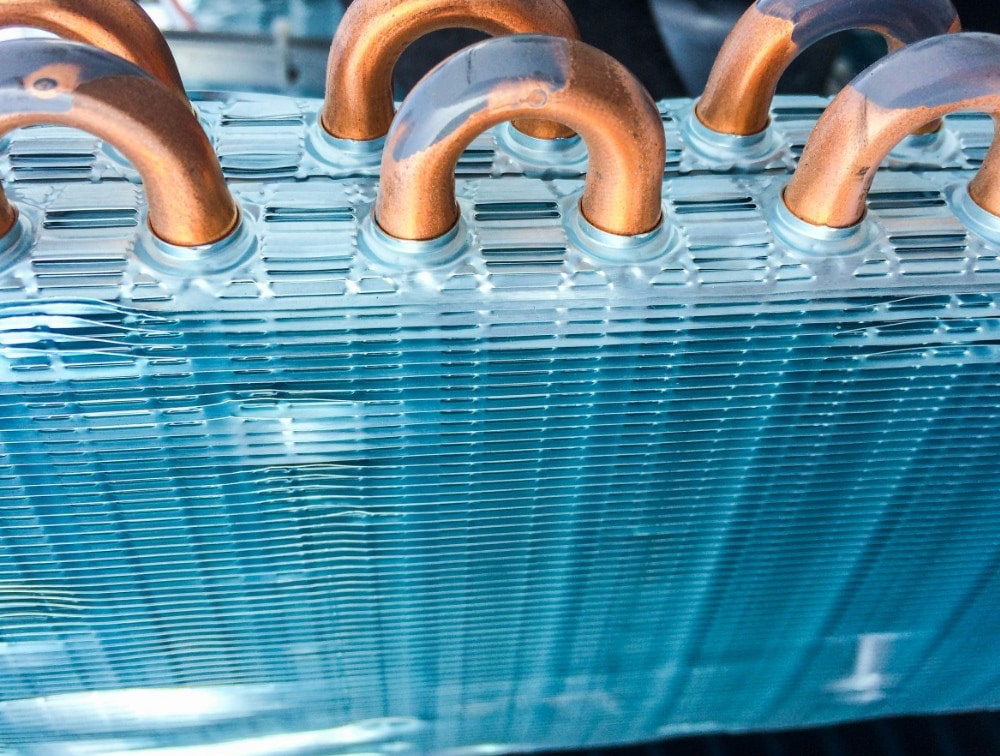
The anti-corrosive protective coating of TechniCoat AA was formulated to reduce the need for daily cleaning. Particularly cleaning with the use of harsh or abrasive chemicals. The reason for this procedure not being required on a daily basis is that the coating is so micro porosity free (smooth) that most contaminates do not adhere well, if at all. The sheeting action is also the reason for reduction and elimination of the "Dirty Sock Syndrome". Periodic cleaning may be necessary, however, ONLY warm soapy water applied WITHOUT extreme force is all that is required.
If in an industrial application and your specs require weekly or monthly cleaning, then warm soapy water is ALL that you may use on TechniCoat AA. Special chemical abrasives such as Hydrogen Peroxide, Peracetic Acid and Acetic Acid (Proprietary) ARE NOT COMPATIBLE with TechniCoat.
Any standard cleaning surfactant (such as found in dish washing soap) MAY BE USED with TechniCoat. AVOID aggressive and heavy scrubbing of the coated surfaces.
PROCEDURE
It would be a recommended practice to wash down the coils on coastal units a minimum of once every three months. A garden hose and city water pressure will not really do the job, but if this is all that is available, will certainly remove many of the contaminants.
A pressure washer with a fan nozzle will work best, and provide a method of washing with a very mild detergent mixture. The nozzle should be directed at an angel of 30 to 45 degrees off of vertical to flush the contaminants from the outside of the coil.
CAUTION
A horizontal stream will attempt to drive the particles through the coil, and the sand may be large enough to lodge in the fins, giving future salt spray a larger surface to build on.
Attempting to back flush from the inside of the coil will cause some dis-assembly of the unit, and it will be very difficult to flush the whole coil surface. Attempting to blow water through a coil will greatly decrease the velocity of the stream, and reduce the flushing action on the outer fin surface.
Heated water will cause the salts to dissolve faster, and if there is oil present, such as cooking oils or greases, will liquefy them, and enable the detergent to break them down, so they can be flushed away. For most residential units, hot water is not required.
CAUTION
High water pressures at and angle will bend the fins, so caution should be observed. If the fins are bending, the pressure is too high. Do not spray them with pressure high enough to cause them to fold together and then attempt to comb them straight. The combing will damage the fin coating.
WARNING
The use of hydrofluoric acid, alkaline or similar chemicals is not recommended on coils with TechniCoat coating. These chemicals are not necessary to dissolve salts, and may damage the fin coating. Acid washes are used to dissolve oils and greases, which generally are not present on coastal installations.
Alkaline washes are useful for dissolving oxides such as zinc oxide, aluminum oxide, and iron oxide (rust). These three oxides are more corrosion resistant than their base metals, so dissolving or removing them will actually cause an increase in corrosion.
The above recommended procedure is for cleaning seacoast units, contaminated by salt spray. Units located in areas where there are airborne chemicals, or other contaminants that are not water-soluble will require more stringent cleaning methods. The method and frequency of cleaning these coils will have to be determined by location.
It's More Than a Coating, It's a Process
Before we coat anything, it goes thru a stringent inspection. Then a thorough cleaning before the final preparation and then the coating applied.
AME's TechniCoat is NOT just a coating but a specific process. The preparation of the material to be coated is 60% of the process known as TechniCoat. The fact is, you can have the best coating materail around, but if it doesn't stay on the substrate, then it is useless. Therefore, at AME, our process of TechniCoat is certified, verified and controlled so that when you get a TechniCoated coil, you are getting more than just a coated coil, you are getting a process that not only do we stand behind, but we are proud of. Our coating is polyurethane free as well as Hex-chromium and lead free.

The process of TechniCoat AA application starts with providing a plant facility with a stringent non-contaminate environment. When a piece is received for coating, an initial inspection is performed. If the piece passes inspection then it is moved on to go through a multi-step cleaning process finalized by a chemical etch primer. Once acceptably prepared, then the coating process begins by controlled spraying onto the piece, which includes a primer and topcoat. Next, a process to prevent bridging takes place. Then a finish coat is applied. The piece is then moved to an area for final curing and inspection before crating and shipping.